La maintenance d’un insert Philippe 700 nécessite parfois le démontage complet de sa porte, que ce soit pour remplacer la vitre réfractaire, changer les joints d’étanchéité ou effectuer un nettoyage en profondeur. Cette opération, bien qu’elle puisse sembler complexe, reste accessible aux propriétaires ayant quelques notions de bricolage. L’insert Philippe 700, reconnu pour sa robustesse et son système de combustion efficace, présente une conception modulaire qui facilite les interventions de maintenance. Comprendre le fonctionnement de ses composants et maîtriser la procédure de démontage permet d’éviter les erreurs coûteuses et garantit la longévité de l’appareil.
Identification des composants de la porte d’insert philippe 700
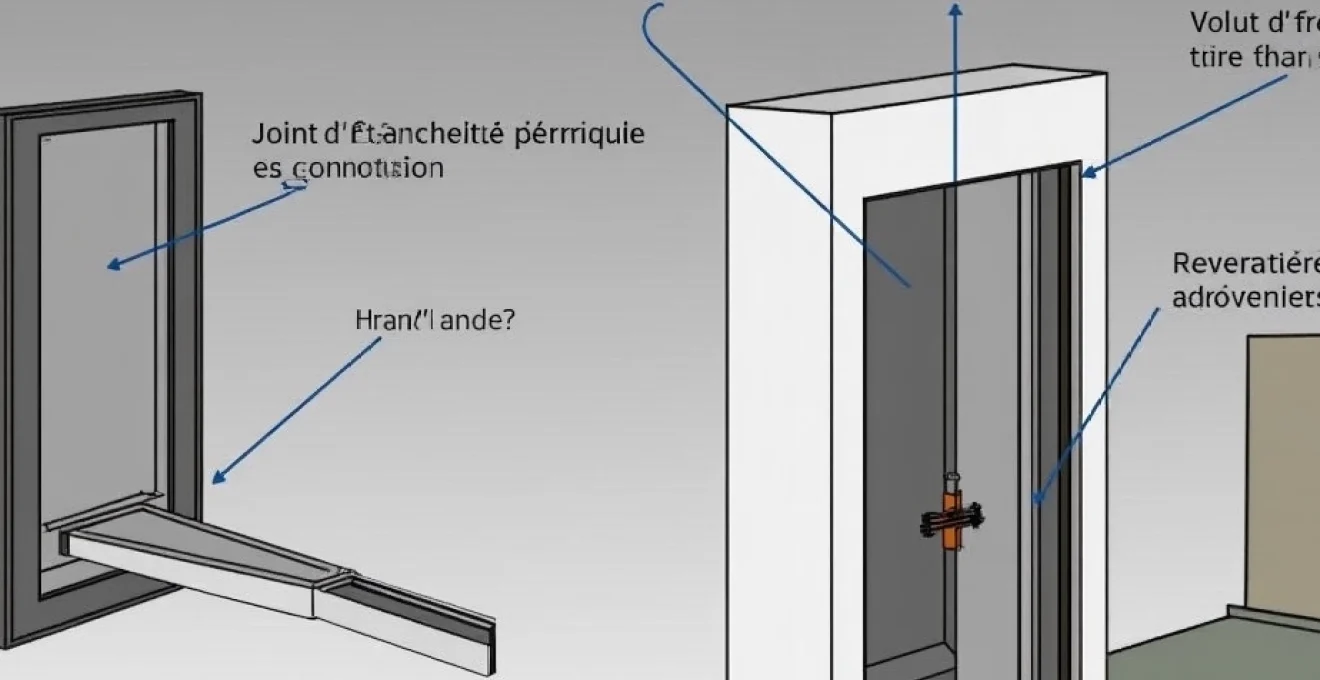
La porte de l’insert Philippe 700 se compose de plusieurs éléments techniques interdépendants qui garantissent à la fois l’étanchéité, la sécurité et les performances de combustion. Chaque composant joue un rôle spécifique dans le fonctionnement global de l’appareil, et leur identification précise constitue la première étape essentielle avant tout démontage. Cette reconnaissance permet d’anticiper les difficultés potentielles et de préparer les outils adéquats pour chaque intervention.
Système de charnières et pivots de la porte vitrée
Le système de charnières du Philippe 700 utilise un mécanisme à pivots renforcés, conçu pour supporter le poids considérable de la porte vitrée tout en maintenant une ouverture fluide. Ces pivots, généralement en acier traité thermiquement, s’insèrent dans des logements usinés avec précision dans le cadre de l’insert. La particularité de ce système réside dans sa capacité à absorber les dilatations thermiques importantes sans compromettre l’alignement de la porte.
Mécanisme de verrouillage et poignée ergonomique
La poignée du Philippe 700 intègre un système de verrouillage sophistiqué qui assure une compression uniforme du joint d’étanchéité sur tout le périmètre de la porte. Ce mécanisme, actionné par un mouvement de rotation, permet d’ajuster la pression exercée selon l’état du joint. L’ergonomie de la poignée facilite les manipulations même à haute température, grâce à sa conception isolante qui limite la transmission de chaleur.
Joint d’étanchéité périphérique en fibre céramique
Le joint périphérique constitue l’élément critique pour maintenir l’étanchéité de la chambre de combustion. Fabriqué en fibre céramique haute température, il résiste aux variations thermiques extrêmes et conserve ses propriétés d’étanchéité jusqu’à 1000°C. Sa section et sa densité sont calibrées pour compenser l’usure progressive tout en maintenant une compression optimale contre le cadre métallique.
Vitrage réfractaire et cadre métallique de maintien
La vitre réfractaire du Philippe 700 utilise un verre céramique spécialement traité pour résister aux chocs thermiques répétés. Son épaisseur, généralement de 4 à 5 millimètres, offre une résistance mécanique suffisante tout en préservant une excellente transmission lumineuse. Le cadre de maintien, usiné dans un alliage résistant à la corrosion, distribue uniformément les contraintes sur la périphérie du vitrage pour éviter les points de concentration de stress.
Outils et équipements nécessaires pour le démontage sécurisé
La réussite du démontage dépend largement de la qualité et de l’adéquation des outils utilisés. L’insert Philippe 700, par sa conception technique avancée, nécessite un outillage spécifique pour accéder aux différents composants sans risquer de les endommager. Une préparation minutieuse de l’équipement évite les interruptions pendant l’intervention et garantit la sécurité de l’opérateur.
Clés allen et tournevis torx spécifiques aux inserts philippe
Les fixations de l’insert Philippe 700 utilisent principalement des vis à empreinte Allen et Torx, choisies pour leur résistance à la déformation sous contrainte thermique. Un jeu complet de clés Allen de 2 à 8 millimètres couvre la majorité des fixations, tandis que les tournevis Torx T10 à T25 permettent d’accéder aux vis de précision. La qualité de ces outils influence directement la facilité de démontage, les empreintes usées pouvant entraîner l’arrachement des têtes de vis.
Gants de protection thermique et lunettes de sécurité
La protection individuelle revêt une importance capitale lors du démontage, même sur un insert refroidi. Les gants thermiques, résistants jusqu’à 200°C, protègent contre les surfaces encore chaudes et les arêtes vives du métal. Les lunettes de sécurité préviennent les projections de particules lors du nettoyage des surfaces et protègent contre les éclats de verre en cas de manipulation délicate du vitrage.
Ventouses professionnelles pour manipulation du vitrage
Le vitrage réfractaire, malgré sa robustesse, nécessite une manipulation précautionneuse pour éviter les contraintes ponctuelles qui pourraient provoquer sa fissuration. Les ventouses professionnelles, équipées de patins souples adaptés aux surfaces planes, permettent une préhension sécurisée et une répartition uniforme des efforts. Leur capacité de portage doit être supérieure au poids de la vitre , généralement compris entre 3 et 5 kilogrammes selon les dimensions.
Support de maintien et surface de stockage adaptée
L’organisation de l’espace de travail conditionne l’efficacité et la sécurité de l’intervention. Un support de maintien ajustable permet de positionner la porte à hauteur de travail optimale, réduisant les contraintes physiques et améliorant la précision des gestes. La surface de stockage, recouverte d’un matériau antidérapant et non abrasif, accueille les composants démontés en préservant leur intégrité.
Procédure de refroidissement et préparation de l’insert
La phase de préparation constitue un prérequis indispensable pour garantir la sécurité de l’intervention et préserver l’intégrité des composants thermosensibles. L’insert Philippe 700, après utilisation, conserve une inertie thermique importante qui peut persister plusieurs heures après l’extinction complète du feu. Cette période de refroidissement ne doit jamais être négligée, car les dilatations différentielles entre les matériaux peuvent provoquer des blocages ou des déformations irréversibles.
Le processus de refroidissement naturel s’étend généralement sur une période de 6 à 8 heures après la dernière flambée, selon les conditions d’utilisation et la température ambiante. Il est recommandé d’attendre que la surface externe de la porte soit revenue à température ambiante avant d’entreprendre toute manipulation. Cette précaution évite non seulement les risques de brûlure, mais préserve également les joints d’étanchéité qui pourraient se déformer sous l’effet de contraintes mécaniques appliquées à chaud.
La vérification de l’état de refroidissement peut s’effectuer à l’aide d’un thermomètre infrarouge, en mesurant la température de surface en plusieurs points de la porte. Une température uniforme inférieure à 40°C confirme que l’insert est prêt pour l’intervention. Parallèlement, cette phase de préparation permet de rassembler tous les outils nécessaires et de préparer l’espace de travail dans des conditions optimales de sécurité et d’efficacité.
La patience lors du refroidissement évite des dommages irréversibles aux composants et garantit la sécurité de l’opérateur durant toute la procédure de démontage.
Démontage étape par étape de la porte philippe 700
Le démontage méthodique de la porte Philippe 700 suit une séquence précise qui respecte l’interdépendance des composants et minimise les risques de détérioration. Cette approche systématique permet de conserver la traçabilité des pièces démontées et facilite considérablement le remontage ultérieur. Chaque étape nécessite une attention particulière aux détails techniques spécifiques à ce modèle d’insert.
Déverrouillage et retrait des goupilles de charnière
Le déverrouillage de la porte commence par l’ouverture complète de celle-ci, généralement à 90 degrés, position qui dégage l’accès aux goupilles de charnière. Ces goupilles, situées dans la partie supérieure et inférieure des pivots, maintiennent la porte en position fonctionnelle. Leur retrait nécessite parfois l’utilisation d’un chasse-goupille pour surmonter l’adhérence due aux dépôts de suie ou à la corrosion superficielle.
La technique de retrait varie selon l’état des goupilles et leur accessibilité. Dans certains cas, une percussion légère avec un marteau et un pointeau suffit à les déloger, tandis que d’autres situations nécessitent l’application d’un produit dégrippant et un temps de pause avant la manipulation. Il est essentiel de soutenir fermement la porte pendant cette opération pour éviter sa chute brutale une fois les goupilles retirées.
Extraction du vitrage réfractaire sans endommagement
L’extraction du vitrage constitue l’étape la plus délicate du démontage, nécessitant une technique précise pour éviter la casse du verre céramique. La vitre est généralement maintenue par un système de clips métalliques ou de vis de serrage qui exercent une pression périphérique. L’utilisation des ventouses professionnelles permet de maintenir la vitre en position pendant le desserrage progressif de ces fixations.
La séquence de desserrage suit un schéma en croix ou en étoile pour maintenir une répartition équilibrée des contraintes sur le vitrage. Chaque fixation est desserrée partiellement avant de procéder au desserrage complet, évitant ainsi les déformations ponctuelles qui pourraient fragiliser le verre. Une fois toutes les fixations libérées, la vitre peut être extraite délicatement en maintenant une pression uniforme sur toute sa surface.
Démontage du mécanisme de fermeture et des joints
Le mécanisme de fermeture du Philippe 700 comprend plusieurs composants articulés qui assurent la compression du joint d’étanchéité. Son démontage suit une logique inverse de l’assemblage, en commençant par les éléments les plus accessibles. La poignée se démonte généralement par dévissage de l’axe central, permettant d’accéder aux cames de compression et aux ressorts de rappel.
Les joints d’étanchéité, après plusieurs cycles de chauffe, peuvent adhérer fortement à leur logement. Leur retrait nécessite parfois l’utilisation d’un cutter ou d’une spatule fine pour décoller les sections les plus adhérentes. Il est important de noter la position et l’orientation d’origine des joints pour faciliter la pose des éléments de remplacement. Cette cartographie peut être réalisée par photographie ou par marquage direct sur les pièces.
Séparation du cadre métallique et nettoyage des composants
La séparation du cadre métallique révèle l’ensemble des surfaces de contact qui nécessitent un nettoyage approfondi avant le remontage. Cette étape permet d’éliminer les dépôts de suie, les résidus de joints anciens et les traces d’oxydation qui pourraient compromettre l’étanchéité future. Le nettoyage s’effectue avec des produits spécifiques non corrosifs, adaptés aux alliages métalliques utilisés dans la construction de l’insert.
Les surfaces de contact des joints méritent une attention particulière, car leur état de surface influence directement l’efficacité de l’étanchéité. Un ponçage léger avec un abrasif fin peut être nécessaire pour éliminer les aspérités ou les traces de corrosion. Cette préparation des surfaces garantit une adhérence optimale des nouveaux joints et prolonge significativement leur durée de vie en service.
Maintenance préventive et remplacement des pièces d’usure
La maintenance préventive lors du démontage permet d’identifier et de remplacer les composants présentant des signes d’usure avant qu’ils n’atteignent leur limite fonctionnelle. Cette approche proactive évite les pannes inopinées et maintient les performances optimales de l’insert Philippe 700. L’inspection systématique de chaque élément démonté révèle souvent des détériorations invisibles en fonctionnement normal, permettant une intervention ciblée et économique.
Les joints d’étanchéité constituent les pièces d’usure les plus critiques, leur dégradation progressive pouvant compromettre l’efficacité énergétique et la sécurité de l’appareil. Leur remplacement préventif tous les 3 à 5 ans , selon l’intensité d’utilisation, prévient les infiltrations d’air parasite qui réduisent le rendement de combustion. Le choix des joints de remplacement doit respecter scrupuleusement les spécifications d’origine, notamment en termes de section, de densité et de résistance thermique.
Les éléments métalliques mobiles, comme les charnières et les mécanismes de verrouillage, bénéficient d’une lubrification haute température pour maintenir leur souplesse de fonctionnement. Cette lubrification, effectuée avec des graisses spéciales résistant à la chaleur, réduit l’usure des surfaces de contact et prolonge la durée de vie des composants. L’inspection visuelle permet également de détecter les déformations, les fissures ou les traces de corrosion qui nécessitent un remplacement préventif.
Une maintenance préventive bien menée multiplie par trois la durée de vie des composants critiques et garantit un fonctionnement optimal de l’insert sur le long terme.
Le vitrage réfractaire, bien que conçu pour résister aux contraintes thermiques extrêmes, peut présenter des micro-fissures invisibles à l’œil nu mais détectables par transparence. Ces défauts, s’ils ne compromettent pas immédiatement
l’étanchéité immédiate de la chambre de combustion, évoluent progressivement vers une fragilisation critique. L’inspection sous éclairage rasant révèle ces défauts structurels qui justifient un remplacement anticipé pour éviter une rupture en service.
La documentation de chaque intervention de maintenance, avec photographies et références des pièces remplacées, constitue un historique précieux pour optimiser la planification des futurs entretiens. Cette traçabilité permet d’identifier les pièces les plus sollicitées selon les conditions d’utilisation spécifiques et d’adapter les intervalles de maintenance en conséquence.
Remontage et vérification de l’étanchéité de la porte
Le remontage de la porte Philippe 700 suit rigoureusement l’ordre inverse du démontage, avec une attention particulière portée aux couples de serrage et à l’alignement des composants. Cette phase critique détermine les performances futures de l’insert et nécessite une approche méthodique pour éviter les défauts d’assemblage qui pourraient compromettre l’étanchéité ou la sécurité de fonctionnement. La précision du remontage influence directement l’efficacité énergétique et la durabilité de l’installation.
La pose des nouveaux joints d’étanchéité constitue l’étape la plus délicate du remontage. Ces éléments doivent être positionnés sans contrainte excessive pour conserver leur capacité de déformation sous l’effet de la compression. L’application d’une fine couche de pâte d’étanchéité haute température sur les surfaces de contact améliore l’adhérence et compense les micro-défauts de planéité. Cette pâte, spécialement formulée pour résister aux températures élevées, crée une barrière supplémentaire contre les infiltrations d’air parasite.
Le positionnement du vitrage réfractaire exige une manipulation aussi précautionneuse que lors du démontage. Les ventouses professionnelles maintiennent la vitre en position pendant la mise en place progressive des fixations périphériques. Le serrage s’effectue selon la même séquence en croix utilisée pour le démontage, garantissant une répartition uniforme des contraintes sur l’ensemble du vitrage. Un serrage excessif peut provoquer des tensions internes qui se manifesteront par des fissures lors des premiers cycles thermiques.
La vérification de l’étanchéité s’effectue selon plusieurs méthodes complémentaires qui permettent de détecter les défauts d’assemblage avant la mise en service. Le test de fumée froide, réalisé avec des bâtonnets fumigènes spéciaux, révèle les fuites visibles par observation du comportement des volutes. Cette méthode, bien qu’empirique, offre une détection efficace des défauts majeurs d’étanchéité au niveau des joints périphériques et des fixations de vitrage.
Une vérification minutieuse de l’étanchéité après remontage évite les désagréments de fumée dans le logement et garantit un rendement optimal de l’insert.
Le contrôle de l’alignement de la porte s’effectue par mesure des jeux périphériques qui doivent présenter une uniformité compatible avec la compression homogène des joints. Des écarts supérieurs à 2 millimètres entre les différents côtés indiquent un défaut d’assemblage qui nécessite une correction immédiate. Cette vérification dimensionnelle, réalisée avec une règle et des cales d’épaisseur, permet d’identifier les déformations résiduelles ou les erreurs de positionnement des charnières.
La première mise en service après remontage mérite une surveillance attentive pour confirmer le bon comportement de l’ensemble des composants. Un allumage progressif avec une charge réduite permet de vérifier l’absence de fumées parasites et la stabilité de la combustion. Cette phase de rodage sollicite graduellement les nouveaux joints qui acquièrent leur forme définitive sous l’effet des premiers cycles thermiques. L’observation du comportement de la flamme et de l’évacuation des fumées confirme la qualité du remontage et valide l’intervention de maintenance.
Le carnet d’entretien de l’insert doit consigner tous les détails de l’intervention : date, pièces remplacées, observations particulières et prochaine échéance de maintenance préventive. Cette documentation technique constitue une référence précieuse pour les futurs entretiens et permet de suivre l’évolution de l’état général de l’appareil. La traçabilité des interventions optimise la planification de la maintenance et contribue à prolonger significativement la durée de vie de l’insert Philippe 700.